K集团多品种小批量零件生产质量管理思考
时间:2022-07-31 来源:www.jbevzenko.com
本文是一篇生产管理论文,本文所得对结论主要为:首先运用QC七大工具,分析了目前存在问题的主要缺陷。其次采用鱼骨图的方法对主要缺陷进行了分析,找出了根本原因。再次从人、机、料、法、环五个维度考虑了改进方案。并重点采用了统计技术对过程进行数据化分析。
1 绪论
1.1 研究背景
制造业是我国经济的重要产业,是国家繁荣富强的基础。没有强大的制造业就不可能有高速发展的国民经济。现代制造业的发展主要经历了下面几个阶段:首先是结合电气化、标准化流水线技术开创的自动化制造技术,该技术带来了批量的产品生产方法,即所谓的大批量。自动化技术的繁荣主要是当时的市场中大量缺乏相应的产品,人们对产品对个性化要求不高,或者基本没有。然后是以数控制造技术为核心的集成制造技术, 之后是以信息技术为核心的柔性制造技术和以虚拟技术为核心的数字化制造技术。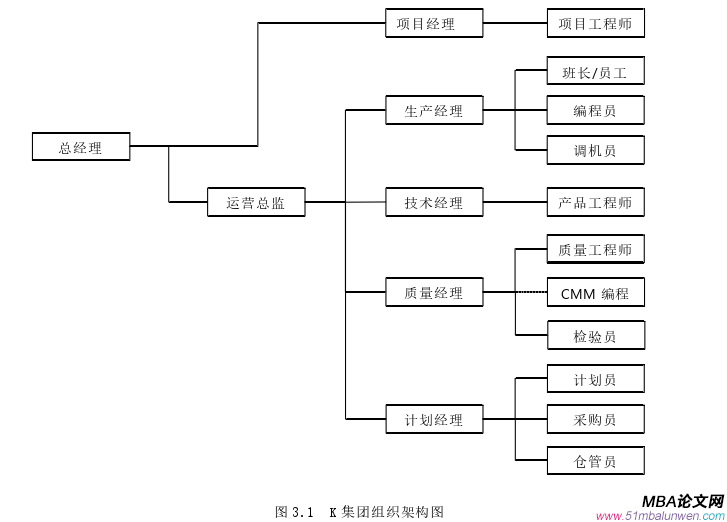 21世纪以后随着我国经济的发展,生活水平的显著提高,人们的需求发生了重大变化,消费者的需求趋向多样化,追求个性化,特色化,形成不同的需求,市场必须提供不同种类的产品来满足消费者,因此新的特色产品和服务持续更新迭代,企业必须根据市场需求研发新的产品,更新生产模式,高效地、快速地、生产出客户所需个性化产品[1]。为了赢得市场需求、赢得用户认同就必须改变传统的大批量生产方式,使之转变为灵活多变的,柔性的小批量多品种的生产模式,因此多品种小批量的生产模式也就慢慢的受到各类企业的采用。截止目前,全世界这种模式生产的企业大约能有60%以上,更甚者在我国的机械制造业,这一比例能达到75%以上。据不完全统计,美国、日本等发达国家的制造业中,采用多品种小批量生产模式的比例约在85%左右,国际上的加工制造业中采用多品种、小批量生产模式的比例要多于日,德,美等发达国家。企业要采用这种多品种小批量的生产模式,必不可少的需要釆用柔性化生产线,快速,灵活的响应市场需求的不断变化,因此柔性制造模式将更能进一不步满足现代制造业这一需求。伴随产品种类的不断增多,生产线将改变的更加复杂,必然会对产品的质量管控要求变得更加复杂,相应的增加了质量管控的难度,因此对产品制造的过程管控提出了更高的要求[2]。
21世纪以后随着我国经济的发展,生活水平的显著提高,人们的需求发生了重大变化,消费者的需求趋向多样化,追求个性化,特色化,形成不同的需求,市场必须提供不同种类的产品来满足消费者,因此新的特色产品和服务持续更新迭代,企业必须根据市场需求研发新的产品,更新生产模式,高效地、快速地、生产出客户所需个性化产品[1]。为了赢得市场需求、赢得用户认同就必须改变传统的大批量生产方式,使之转变为灵活多变的,柔性的小批量多品种的生产模式,因此多品种小批量的生产模式也就慢慢的受到各类企业的采用。截止目前,全世界这种模式生产的企业大约能有60%以上,更甚者在我国的机械制造业,这一比例能达到75%以上。据不完全统计,美国、日本等发达国家的制造业中,采用多品种小批量生产模式的比例约在85%左右,国际上的加工制造业中采用多品种、小批量生产模式的比例要多于日,德,美等发达国家。企业要采用这种多品种小批量的生产模式,必不可少的需要釆用柔性化生产线,快速,灵活的响应市场需求的不断变化,因此柔性制造模式将更能进一不步满足现代制造业这一需求。伴随产品种类的不断增多,生产线将改变的更加复杂,必然会对产品的质量管控要求变得更加复杂,相应的增加了质量管控的难度,因此对产品制造的过程管控提出了更高的要求[2]。
1.2 国内外研究现状
近年来,国内外许多学者从不同维度研究了多品种小批量生产模式下的质量管理,和控制,采用了不同的管控方法。如依据零件族聚类原理,研究质量特征值转换准则,提出基于零件族历史数据的工序质量控制策略[3-5];通过分析现有数据转换方法,建立基于结构相似的零件族,充分利用历史加工数据建立动态控制图,提高了检测的时效性,可以及时发现制造过程中的异常波动,做出相应的调整,有利于产品质量的提高[6-7]。或者构建了Bootstrap过程能力指数的置信区间以及Bootstrap控制图来实现上述目的。
1.2.1 国内研究现状
在产品生产的过程质量管理方面,有不少学者进行了相关的研究并提出一系列管理方法与控制措施。其中余忠华教授提出了工序质量控制的理念,首先分析了多品种小批量产品生产的特点,发现虽然不同产品在加工过程中影响质量的因素有很多,且非常复杂,但是仅对制造工序而言,每个工序所处的环境是基本固定的,意味着影响工序产品的质量的因素也相对稳定,他就大胆的提出针对多品种小批量的质量管理是否可将重点放到工序上,这样便能有效解决多品种小批量生产过程质量影响因素不统一的问题,并从理论上验证了其操作的可行性。范文贵等认为多品种小批量生产模式下很难获取足够的数据而使得很难使用控制图进行监控。王卫东主要描述了工序质量控制一些定义与概念。吴小勇针对控制图制作样本数据不足问题提出了运用成组技术的方法,通过将很多相似工序组成相应的成组工序,这样可以解决数据不足的问题,为小批量生产模式下的质量控制建立了一个质量管理体系,但是毕竟各企业产品不同,质量控制要求也不同,因此该体系很难推广应用。还有很多学者从控制图方面进行研究,对多品种小批量质量控制提岀具体的管控方法,如单值控制图;通用控制;Z-MR控制图,VSI-Q控制图;以及针对短生命周期的Q控制图;赵文波提出了公差百分数控制图运用在成组管控控制中。
2 相关理论综述
2.1 全面质量管理
全面质量管理是一种现代流行的质量管理理论,起源于19世纪30年代的美国。主要描述在质量管理过程中各方面的影响,以及相应的管控措施[9-11]。该理论经过多年的应用和发展,在新世纪的质量管理工作中也是非常流行。该方法特别强调事前控制,区别于一般的质量控制方法事后检查。全面质量管控特别适用于K集团的多品质小批量的质量管控要求,可以在前期就预防质量问题的发生。
全面质量管理立足于统计方法,并结合实际情况来完成相应的质量控制。致力于持续满足客户的要求,以提高质量为关注重点。通过不断的改善质量来提高客户满意度,并受益于组织成员和社会。
国际标准化组织对全面质量管理的定义是:一个以质量为中心的组织机构,以全员参与为基础,以顾客满意和本组织机构的所有成员及来自社会受益为目的。从而使管理方法达到长期成功。具体来说,全面质量管理应该具有以下定义:
(1) 持续关注客户,以客户为中心,并提高其满意度 (2) 坚持持续不断改进 (3) 坚持过程的改进 (4) 监控和测量参与,必要授权 。
2.2 戴明环PDCA
PDCA戴明环是一种优秀的管理理念,也可以说是一种管理哲学[12-14]。坚持运用这种管理理念会让质量越做越好。
戴明环PDCA分为四个阶段。P阶段表示策划阶段。主要是依据客户的需求,制定内部的目标。D阶段表示执行阶段。主要是根据策划阶段制定的目标,过程,方法规划具体的执行方案,并组织相关人员进行作业,已达到策划的预期目标。C阶段表示检查阶段。主要将策划阶段设定的目标同执行阶段输出的结果进行比对,确认是否满足需求。A阶段表示改进阶段。A阶段分为2个方面,一个方面是对前面各阶段的工作进行复盘,尤其是针对发现的问题要进行总结、评审、并改善。另一个方面是标准化,将前面工作做的好的地方用文件固定下来,并同相关人员进行培训。
2.2.1 PDCA四个阶段和八个步骤
第一阶段是P阶段,也就是策划阶段,策划阶段分为四个步骤,分别是:
(1)分析现状,找出问题
任何的分析都是建立在事实的基础上的。找到事实的最好的方法就是对现状进行分析。找出问题是解决问题的前提。问题都没有聚焦,根本不可能解决问题,找出问题就是为怎样走在质量提高的道路上指明了方向。
(2)设定目标,分析原因
明确了需要解决的问题后,需要设定解决问题的目标。目标的设定需要考虑相关方的需求,并且目标的设定还要满足SMART原则。也就是目标要具体、可测量、能实现、具有实际意义、有期限。
(3)确定主要原因
问题发生的可能性原因有很多,对问题发生的贡献度小的原因也有很多。按照二八理论,我们只需要抓住20%的原因,就可以解决80%的问题。所以这20%的原因就是我们要找的主要原因。主要原因找到了,问题基本上也就解决一半了,剩余的就是怎么制定改善措施了。
(4)制定改进计划
改进计划的制定需要考虑实际的情况,如资源是否满足。在制定计划的时候,通常考虑的是理论数据是否满足,还有如何执行,如何监控,会出现什么类型的风险,出现异常应该采取什么措施,都需要在计划时考虑仔细。
3 K集团多品种小批量零件生产质量管理现状及问题分析..................................13
3.1 K集团概述......................................13
3.2 K集团零件及其特点..........................14
4 K集团多品种小批量零件生产质量管理提升对策及建议....................................27
4.1 改进目标和原则......................................27
4.1.1 改进目标.........................................27
4.1.2 改进原则........................................27
5 K集团多品种小批量零件生产质量管理提升对策及建议实施保障措施............41
5.1 监控考核和激励................................41
5.2 建立技能培训计划..................................42
5 K集团多品种小批量零件生产质量管理提升对策及建议实施保障措施
5.1 监控考核和激励
对第四章制定的改进措施制定相应的考核指标以及相应的考核方式。 考核时要做到公平,公开,公正。考核标准要一致。要在被考核前对员工进行通报,并得到员工的认可。考核时需要被考核人员确认失分项目,做到理解一致。且让被考核人员能够清楚的知道自己错误的什么地方。考核完成后需要将考核结果对员工进行通报,让员工知道谁做的好,谁做的差。避免员工产生误会,影响员工的积极性。
激励措施也要及时跟上。激励措施要能够提高员工的积极性、发挥员工的主动性。人员是完成一件事情的关键因素,当充分发挥员工的积极性和主动性后,事情就已经成功了一半了。
下表是对第四章制定的改进措施的监控方案。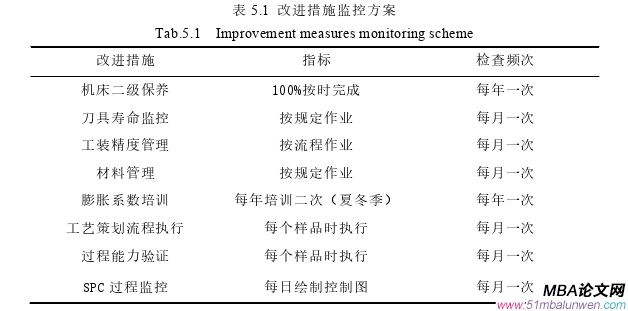 6 结论
6 结论
本论文K集团多品种小批量零件生产质量管理研究是基于K集团现场实际质量管理需求,对多品种小批量精密机械加工生产过程中的质量控制方法进行了深入研究。21世纪随着经济、社会飞速发展,大批量单一品种慢慢的不符合时代的需求。而个性化,定制化逐渐进入人们的生活。企业为快速适应这种外部环境的变化,多品种小批量的生产模式逐渐进入企业内部。新的生产模式的改变必然带来新的质量控制方法,传统的SPC管控方法适用于大批量生产。如用于多品种小批量模式会面临样本数据不足,本文参考前人研究成果,结合企业内部实际质量控制情况,提出相应的管理方法。
本文所得对结论主要为:首先运用QC七大工具,分析了目前存在问题的主要缺陷。其次采用鱼骨图的方法对主要缺陷进行了分析,找出了根本原因。再次从人、机、料、法、环五个维度考虑了改进方案。并重点采用了统计技术对过程进行数据化分析。使用西格玛对不同过程偏差进行分析,使用F检验法判定不同过程之间的偏差是否一致,使用CPK指数来判定过程能力是否充分,之后使用SPC控制图对过程是否稳定进行监控。最后通过人员流程和制度方面的完善,如质量意识建立、技能培训、异常响应流程来保障改进措施持续有效进行。
本文提到的上述管控方式可以对K集团多品种小批量生产质量管理起到很大的帮助。但还是有很多不足方面,在管控产品的生产质量方面还有很多的特性没有考虑进行,如零件的变形同加工参数之间的关系。在企业内部质量管理方面还有很多的过程管理没有考虑清晰,如各职能部门之间的过程方法管理。上述不足之处还有待下次进一步改善。
参考文献(略)
1 绪论
1.1 研究背景
制造业是我国经济的重要产业,是国家繁荣富强的基础。没有强大的制造业就不可能有高速发展的国民经济。现代制造业的发展主要经历了下面几个阶段:首先是结合电气化、标准化流水线技术开创的自动化制造技术,该技术带来了批量的产品生产方法,即所谓的大批量。自动化技术的繁荣主要是当时的市场中大量缺乏相应的产品,人们对产品对个性化要求不高,或者基本没有。然后是以数控制造技术为核心的集成制造技术, 之后是以信息技术为核心的柔性制造技术和以虚拟技术为核心的数字化制造技术。

1.2 国内外研究现状
近年来,国内外许多学者从不同维度研究了多品种小批量生产模式下的质量管理,和控制,采用了不同的管控方法。如依据零件族聚类原理,研究质量特征值转换准则,提出基于零件族历史数据的工序质量控制策略[3-5];通过分析现有数据转换方法,建立基于结构相似的零件族,充分利用历史加工数据建立动态控制图,提高了检测的时效性,可以及时发现制造过程中的异常波动,做出相应的调整,有利于产品质量的提高[6-7]。或者构建了Bootstrap过程能力指数的置信区间以及Bootstrap控制图来实现上述目的。
1.2.1 国内研究现状
在产品生产的过程质量管理方面,有不少学者进行了相关的研究并提出一系列管理方法与控制措施。其中余忠华教授提出了工序质量控制的理念,首先分析了多品种小批量产品生产的特点,发现虽然不同产品在加工过程中影响质量的因素有很多,且非常复杂,但是仅对制造工序而言,每个工序所处的环境是基本固定的,意味着影响工序产品的质量的因素也相对稳定,他就大胆的提出针对多品种小批量的质量管理是否可将重点放到工序上,这样便能有效解决多品种小批量生产过程质量影响因素不统一的问题,并从理论上验证了其操作的可行性。范文贵等认为多品种小批量生产模式下很难获取足够的数据而使得很难使用控制图进行监控。王卫东主要描述了工序质量控制一些定义与概念。吴小勇针对控制图制作样本数据不足问题提出了运用成组技术的方法,通过将很多相似工序组成相应的成组工序,这样可以解决数据不足的问题,为小批量生产模式下的质量控制建立了一个质量管理体系,但是毕竟各企业产品不同,质量控制要求也不同,因此该体系很难推广应用。还有很多学者从控制图方面进行研究,对多品种小批量质量控制提岀具体的管控方法,如单值控制图;通用控制;Z-MR控制图,VSI-Q控制图;以及针对短生命周期的Q控制图;赵文波提出了公差百分数控制图运用在成组管控控制中。
2 相关理论综述
2.1 全面质量管理
全面质量管理是一种现代流行的质量管理理论,起源于19世纪30年代的美国。主要描述在质量管理过程中各方面的影响,以及相应的管控措施[9-11]。该理论经过多年的应用和发展,在新世纪的质量管理工作中也是非常流行。该方法特别强调事前控制,区别于一般的质量控制方法事后检查。全面质量管控特别适用于K集团的多品质小批量的质量管控要求,可以在前期就预防质量问题的发生。
全面质量管理立足于统计方法,并结合实际情况来完成相应的质量控制。致力于持续满足客户的要求,以提高质量为关注重点。通过不断的改善质量来提高客户满意度,并受益于组织成员和社会。
国际标准化组织对全面质量管理的定义是:一个以质量为中心的组织机构,以全员参与为基础,以顾客满意和本组织机构的所有成员及来自社会受益为目的。从而使管理方法达到长期成功。具体来说,全面质量管理应该具有以下定义:
(1) 持续关注客户,以客户为中心,并提高其满意度 (2) 坚持持续不断改进 (3) 坚持过程的改进 (4) 监控和测量参与,必要授权 。
2.2 戴明环PDCA
PDCA戴明环是一种优秀的管理理念,也可以说是一种管理哲学[12-14]。坚持运用这种管理理念会让质量越做越好。
戴明环PDCA分为四个阶段。P阶段表示策划阶段。主要是依据客户的需求,制定内部的目标。D阶段表示执行阶段。主要是根据策划阶段制定的目标,过程,方法规划具体的执行方案,并组织相关人员进行作业,已达到策划的预期目标。C阶段表示检查阶段。主要将策划阶段设定的目标同执行阶段输出的结果进行比对,确认是否满足需求。A阶段表示改进阶段。A阶段分为2个方面,一个方面是对前面各阶段的工作进行复盘,尤其是针对发现的问题要进行总结、评审、并改善。另一个方面是标准化,将前面工作做的好的地方用文件固定下来,并同相关人员进行培训。
2.2.1 PDCA四个阶段和八个步骤
第一阶段是P阶段,也就是策划阶段,策划阶段分为四个步骤,分别是:
(1)分析现状,找出问题
任何的分析都是建立在事实的基础上的。找到事实的最好的方法就是对现状进行分析。找出问题是解决问题的前提。问题都没有聚焦,根本不可能解决问题,找出问题就是为怎样走在质量提高的道路上指明了方向。
(2)设定目标,分析原因
明确了需要解决的问题后,需要设定解决问题的目标。目标的设定需要考虑相关方的需求,并且目标的设定还要满足SMART原则。也就是目标要具体、可测量、能实现、具有实际意义、有期限。
(3)确定主要原因
问题发生的可能性原因有很多,对问题发生的贡献度小的原因也有很多。按照二八理论,我们只需要抓住20%的原因,就可以解决80%的问题。所以这20%的原因就是我们要找的主要原因。主要原因找到了,问题基本上也就解决一半了,剩余的就是怎么制定改善措施了。
(4)制定改进计划
改进计划的制定需要考虑实际的情况,如资源是否满足。在制定计划的时候,通常考虑的是理论数据是否满足,还有如何执行,如何监控,会出现什么类型的风险,出现异常应该采取什么措施,都需要在计划时考虑仔细。
3 K集团多品种小批量零件生产质量管理现状及问题分析..................................13
3.1 K集团概述......................................13
3.2 K集团零件及其特点..........................14
4 K集团多品种小批量零件生产质量管理提升对策及建议....................................27
4.1 改进目标和原则......................................27
4.1.1 改进目标.........................................27
4.1.2 改进原则........................................27
5 K集团多品种小批量零件生产质量管理提升对策及建议实施保障措施............41
5.1 监控考核和激励................................41
5.2 建立技能培训计划..................................42
5 K集团多品种小批量零件生产质量管理提升对策及建议实施保障措施
5.1 监控考核和激励
对第四章制定的改进措施制定相应的考核指标以及相应的考核方式。 考核时要做到公平,公开,公正。考核标准要一致。要在被考核前对员工进行通报,并得到员工的认可。考核时需要被考核人员确认失分项目,做到理解一致。且让被考核人员能够清楚的知道自己错误的什么地方。考核完成后需要将考核结果对员工进行通报,让员工知道谁做的好,谁做的差。避免员工产生误会,影响员工的积极性。
激励措施也要及时跟上。激励措施要能够提高员工的积极性、发挥员工的主动性。人员是完成一件事情的关键因素,当充分发挥员工的积极性和主动性后,事情就已经成功了一半了。
下表是对第四章制定的改进措施的监控方案。

本论文K集团多品种小批量零件生产质量管理研究是基于K集团现场实际质量管理需求,对多品种小批量精密机械加工生产过程中的质量控制方法进行了深入研究。21世纪随着经济、社会飞速发展,大批量单一品种慢慢的不符合时代的需求。而个性化,定制化逐渐进入人们的生活。企业为快速适应这种外部环境的变化,多品种小批量的生产模式逐渐进入企业内部。新的生产模式的改变必然带来新的质量控制方法,传统的SPC管控方法适用于大批量生产。如用于多品种小批量模式会面临样本数据不足,本文参考前人研究成果,结合企业内部实际质量控制情况,提出相应的管理方法。
本文所得对结论主要为:首先运用QC七大工具,分析了目前存在问题的主要缺陷。其次采用鱼骨图的方法对主要缺陷进行了分析,找出了根本原因。再次从人、机、料、法、环五个维度考虑了改进方案。并重点采用了统计技术对过程进行数据化分析。使用西格玛对不同过程偏差进行分析,使用F检验法判定不同过程之间的偏差是否一致,使用CPK指数来判定过程能力是否充分,之后使用SPC控制图对过程是否稳定进行监控。最后通过人员流程和制度方面的完善,如质量意识建立、技能培训、异常响应流程来保障改进措施持续有效进行。
本文提到的上述管控方式可以对K集团多品种小批量生产质量管理起到很大的帮助。但还是有很多不足方面,在管控产品的生产质量方面还有很多的特性没有考虑进行,如零件的变形同加工参数之间的关系。在企业内部质量管理方面还有很多的过程管理没有考虑清晰,如各职能部门之间的过程方法管理。上述不足之处还有待下次进一步改善。
参考文献(略)
相关阅读
- 供电作业项目安全生产风险管控系统开发及后评价研究2018-01-28
- 6S生产管理在浙江农行的应用与提升研究2018-02-01
- LY市甲醛行业安全生产多元化管理研究2018-02-13
- L公司中层生产管理人员薪酬体系优化研究2018-03-07
- DL植物工厂规模化经营生产战略管理研究2018-03-23
- 美卓矿机机械加工件的逆向定价生产管理研究2018-04-23
- 核电数字化分布式仪控系统研制进度风险管理研究2018-05-02
- 尾砂坝加高工程和加高后安全生产管理措施的研究2018-05-15
- 武汉铁路局漯河车站行车安全生产管理分析研究2018-05-18
- 轨道交通供电运行安全生产管理系统研究与应用2018-05-31

